

Vlasnici privatnih kuća ili prigradskih područja iz prve ruke znaju koliko često postaje potrebno nešto zavariti. Kako ne biste svaki put potrošili novac na poziv majstora, možete kupiti jeftin stroj za zavarivanje s istosmjernim zavarivanjem - inverter za zavarivanje - jeftin je (od 5 tisuća do 15 tisuća rubalja), zauzima vrlo malo prostora, pa čak i početnici mogu naučiti kako ga zavariti.
Što je inverter za zavarivanje i kako radi
Inverter za zavarivanje ili (IIST) vrsta je izvora napajanja zavarivačkog luka. Njegova je glavna svrha omogućiti lako paljenje i stabilno izgaranje.
Da biste razumjeli kako to funkcionira, trebate razumjeti terminologiju. Što pretvarač znači? Ovaj izraz podrazumijeva da je uređaj opremljen elektroničkom jedinicom koja pretvara izravnu struju u izmjeničnu struju - a evo kako to funkcionira:
- Naizmjenična struja prolazi kroz ispravljač, a ta ga, zauzvrat, pretvara u jednakih 220 volti.
- Inverterska jedinica pretvara izmjeničnu struju u direktnu, povećavajući svoju frekvenciju na 30-50 kHz.
- Struja visoke frekvencije ulijeva se u transformator, a on smanjuje napon i na taj način povećava jačinu struje, ali na višoj frekvenciji (u usporedbi s transformatorskim uređajima).
- Struja visoke frekvencije napaja se u sekundarnom ispravljaču.
Pomoć! Zahvaljujući ovoj pretvorbi struje, učinkovitost zavarivačnog pretvarača se povećava, a dimenzije transformatora se smanjuju.
Osnovna pravila za invertersko zavarivanje
Prije nego što počnete, morate se pripremiti. Da biste to učinili:
- Oslobodite svoj radni prostor - uklonite nepotrebne predmete, posebno zapaljive materijale i tekućine.
- Osigurajte sebi normalno osvjetljenje za rad.
- Pripremite sve potrebne materijale i alate za zavarivanje.
- Provjerite ispravnost spajanja kabela, njihovu cjelovitost i pouzdanost veze, što je osobito istinito kada koristite produžne kabele.
- Omotajte i ispravite kabele za zavarivanje, spojite ih na utičnice pretvarača.
- Preklopite dijelove za zavarivanje, provjerite ispravnost spojeva i po mogućnosti ih fiksirajte u ležištu.
Nakon što je sve spremno, možete početi raditi:
- Nosite zaštitnu opremu i pripremite masku.
- Pričvrstite stezaljku sa znakom „+“ na jednu od površina koje treba zavariti.
- Umetnite elektrodu u držač.
- Provjerite priključenje uređaja na napajanje - nemojte pritisnuti tipku za napajanje do ovog trenutka.
- Omotajte podlakticu kabelom - tako da se kabel ne zavari tijekom zavarivanja (to može utjecati na kvalitetu šava).
- Uključite napajanje i pričekajte 20 sekundi. Nakon toga uređaj će biti spreman za rad.
- Dovedite elektrodu na mjesto predloženog šava, stavite štitnik za lice i zapalite luk.
- Oblikujte bazen za zavarivanje i šav.
Na kraju zavarivanja učinite sljedeće:
- Uklonite ruku s držačem i prekidajte stvaranje električnog luka.
- Isključite uređaj i iskopčajte ga iz mreže.
- Pričekajte da se šav ohladi i provjerite kvalitetu šava laganim tapkanjem.
Obratite pažnju! Šav bi u idealnom slučaju trebao biti niz "vaga" koje se djelomično preklapaju jedna s drugom.
A također vrijedi obratiti pažnju na sigurnosne mjere. Kako ne biste naštetili svom zdravlju tijekom zavarivanja, pridržavajte se sljedećih pravila:
- Ne radite u područjima s visokom vlagom ili na otvorenom za vrijeme kiše.
- Kuhajte u punoj zaštitnoj opremi - odijelo, obuća, maska i rukavice.
- Oslobodite prostor. U blizini radnog mjesta ne bi trebalo biti zapaljivih i eksplozivnih materijala.
Kontroliramo razmak luka
U početnim fazama obuke za zavarivanje vrlo je važno razviti vještinu ispravnog formiranja lučnog luka. Lučni razmak izraz je koji se odnosi na mali razmak između elektrode i metala koji se zavari.
Učenjem podešavanja duljine luka možete osigurati kvalitetan rezultat. Postoje 3 vrste lukova:
- Kratki luk je oko 1 mm. Šav treba biti konveksan. Na mjestu gdje je šav spojen na metal, može se pojaviti kvar (podrez). Ovo je mali utor paralelno sa šavom, što smanjuje njegovu snagu.
- Normalni luk - luk se smatra normalnim, čija širina ne prelazi 3 mm.
- Dugi luk je prilično teško izvesti i stabilizirati. Luk je slabo zaštićen od izlaganja zraku i atmosferi, metal se zagrijava još gore, a šav ispada plitkim.

Oblikujemo ispravan šav za zavarivanje i ne dopuštamo oštećenja
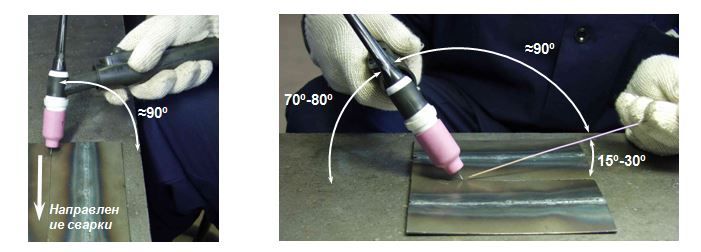
Kvaliteta zavarivanja šava je vještina razvijena iskustvom. Pored pritiskanja pokreta duž ruba zavarivanja, majstor mora izvesti poprečne pokrete - kako bi osigurao kvalitetnu penetraciju. Ako je metal tanak i njegova debljina ne prelazi 4 mm, tada se ne smiju izvoditi poprečni pokreti. Da biste dobili ravni šav, morate nagnuti elektrodu pod različitim kutovima.
- Kut prema naprijed - koristi se za rad s tankim slojevima metala, jer je šav širok, ali mali.
- Kutna leđa - koristi se pri radu s gustim slojevima metala, jer se materijal zagrijava i duboko se topi. Šav je dubok, ali uzak.
Česte mane i problemi prilikom zavarivanja pretvaračem za početnike uključuju:
- Podrezanje - nastaje kada nema dovoljno taloga metala za punjenje kupaonice. Taj se kvar može izbjeći samo pažljivim kontroliranjem debljine formirane kupke.
- Nemogućnost kontrole kupke - kvar nastaje ako zavarivač nesvjesno naginje elektrodu previše.
Koji je izravan i obrnuti polaritet pri zavarivanju s pretvaračem
Ovisno o postupku spajanja, postoje dvije vrste zavarivanja:
- Izravni polaritet - elektroda je povezana s "-", a metal koji se zavariva, povezan je s "+". Zona taljenja je uska, ali istovremeno i duboka. Pogodno za debeli metal.
- Obrnuti polaritet - elektroda je spojena na plus, a metal na minus - zona taljenja je široka i plitka. Nanosi se na tanki metal.
Kako brzina punjenja elektrode
Brzina zavarivanja i dovod elektroda trebaju biti optimalni kako bi se osigurao dovoljan dotok rastaljenog metala u zonu zavarivanja. Ako to nije dovoljno, formira se undercut.
Ako požurite s kretanjem elektrode, luk neće imati vremena da rastopi metal. Šav će biti plitak i neće zavariti rubove zajedno.
Ako se, naprotiv, elektroda pomiče pre sporo, tada postoji opasnost od izgaranja površine i deformiranja tankog metala.
Kako jačina struje utječe na rezultat zavarivanja
Samo pod uvjetom optimalnog omjera trenutne snage i brzine elektrode možete dobiti uredan, izdržljiv i umjereno konveksni šav. Što je veća snaga struje, metal se dublje rastopi i, sukladno tome, brže se kreće elektroda.
Trenutna snaga postavlja se prema tablici:
| Promjer elektrode u milimetrima | Debljina zavarenog metala u milimetrima | Struja zavarivanja, A |
|---|---|---|
| 1.6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2.5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 8/6 | 180-250 |
| 5- 6 | 10-24 | 220-320 |
| 8/6 | 30-60 | 300-400 |
zaključak
Redovnim vježbanjem možete usavršavati svoje zavarivačke vještine i ovladati pretvaračem. Bit će dvostruko ugodnije shvatiti da za zamjenu ograde, zavarivanje luka ili izvršavanje bilo kojeg drugog kućanskog zavarivanja ne morate pozvati majstora.