
Najkvalitetnije zavarivanje aluminija je argonsko zavarivanje. Međutim, ova metoda zahtijeva i skupu opremu i visoku kvalifikaciju zavarivača, što često ne uvijek odgovara stvarnosti. Osim toga, oprema za ovu metodu zavarivanja je prilično glomazna, a na nekim je mjestima njena uporaba općenito zabranjena. U ovom ćemo članku govoriti o alternativnim i jeftinim metodama zavarivanja aluminija bez upotrebe argona.
1. metoda: koristite aluminijsku elektrodu Zeller 480
Elektroda za popravak Zeller 480 sa 12% sadržaja silicija dizajnirana je za zavarivanje širokog asortimana aluminijskih legura, uključujući silumin i duralumin. Ova metoda omogućuje pouzdano zavarivanje aluminija bez upotrebe skupe opreme za argon-luk.
Prednosti i primjene
- U skladu s postupkom zavarivanja, kvaliteta zavarivanja šava izrađenog pomoću elektrode Zeller 480 nije lošija od argonsko-lučnog zavarivanja;
- Na površini visoke performanse;
- Gusti nataloženi metal bez pora;
- Zahvaljujući mekom, jednoličnom luku, šav je gladak i gladak;
- Zeller 480 jedina je aluminijska elektroda dostupna u "niskoj temperaturi" veličine 2 mm;
- Elektroda je opremljena posebnim zaštitnim premazom koji ima visoku otpornost na vlagu, što značajno produljuje vijek trajanja elektrode;
- Zavarivanje se provodi bez fluksa, jer se svi potrebni elementi za uklanjanje oksidnog filma nalaze u zaštitnom premazu elektrode;
- Koristi se za zavarivanje aluminijskih limova, profila, sabirnica, spremnika, aluminijskih odljevaka, otklanjanja nedostataka u lijevanju, kućišta radilice, karoserije automobila itd.
Važno! Budući da premaz aluminijskih elektroda sadrži higroskopne soli, nakon završetka zavarivanja, ambalažu treba hermetički zatvoriti i odložiti na suho, toplo mjesto.
Uputa za uporabu
Korak 1. Prije početka zavarivanja provjerite je li pripremljeni uzorak metala suh, jer je aluminij higroskopan (upija vlagu). Očistite spojeve metalnim sjajem pomoću nehrđajuće četke i uklonite zaostalu prljavštinu na području oko šava.

Korak 2. Po potrebi sušite elektrode 1-1, 5 sati pri temperaturi od 100 ° C.
Korak 3. Uzorak aluminija zagrijavamo na temperaturu od 150-200 ° C pomoću plamenika.
Važno! Zavarivanje se ne smije izvoditi bez grijanja!
Korak 4. Zavarivanje se provodi s izravnom strujom obrnute polarnosti. Naj vertikalniji položaj elektrode uz održavanje kratkog luka. Elektroda se treba brzo uvesti u fuzijsku zonu, krećući se naprijed što je više moguće i održavajući vrlo kratak luk.

Korak 5. Zavarivanje u jednom sloju u jednom pokretu.
Budite oprezni! Brzina zavarivanja jednaka je onoj za poluautomatsko zavarivanje.
Vučna čvrstoća zavara je 200 Newtona po milimetru kvadratnom, što je blizu vlačne čvrstoće osnovnog metala. Stoga se ova metoda zavarivanja može koristiti na kritičnim strukturama.
Druga metoda: Korištenje HTS-2000 ili Castolin 192 lemljenja
HTS-2000 ili Castolin 192 lemljenje je legura u obliku cinkaste cijevi, ispunjena čvrstim praškom u fluksu u sredini, kojom zavarivanje postaje brzo i lako dostupno. Lemljenje je izrađeno pomoću visoke tehnologije i posebno je dizajnirano za izvođenje radova na restauraciji dijelova izrađenih od aluminija. Istovremeno, zavarivanje ne uključuje upotrebu skupih tehnologija.

Sve što je potrebno za popravak aluminijskih dijelova su samo samo lemljenje i plinska baklja za zavarivanje.
Prednosti i primjene
- Jednostavan je za upotrebu i ne zahtijeva visoku kvalifikaciju;
- Velika brzina lemljenja;
- Talište je niže nego kod aluminija;
- 100% metalni spoj kao u zavarivanju;
- Neizostavna u uvjetima "polja";
- Šav za lemljenje nije niži u odnosu na zavarivanje u jakosti;
- Ne podliježe koroziji i nema rok trajanja;
- Za rad je prikladan bilo koji izvor topline;
- Koristi se za popravak svih aluminijskih proizvoda: radijatora, motora, okvira za bicikle, profila, tijela, cjevovoda, okova, spremnika za gorivo, radilica i sl.
Uputa za uporabu
Korak 1. VAŽNO! Prije početka rada potrebno je očistiti obrađenu površinu od aluminija uklanjanjem oksidnog filma. Obično se koristi file ili četka od nehrđajućeg čelika (kabel četkica).
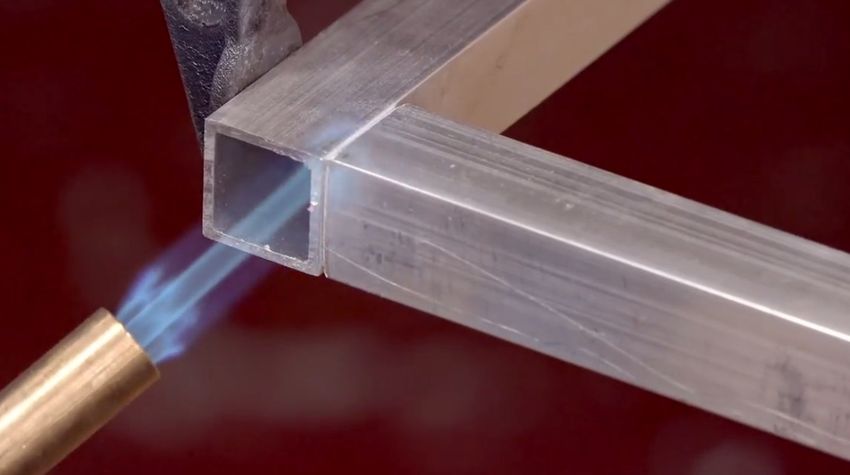
Korak 2. Radnu površinu uzorka aluminija (ne šipke za lemljenje) zagrijavamo na temperaturu od 200 ° C.
Savjet: za bolji prodor lemljenja možete ponovno očistiti površinu, jer se zagrijavanjem aluminija zavarivanjem pojavljuje oksidni film na površini.
Grijanjem će se otvoriti strukturne pore radne površine za bolji prodor legure duboko u metal.
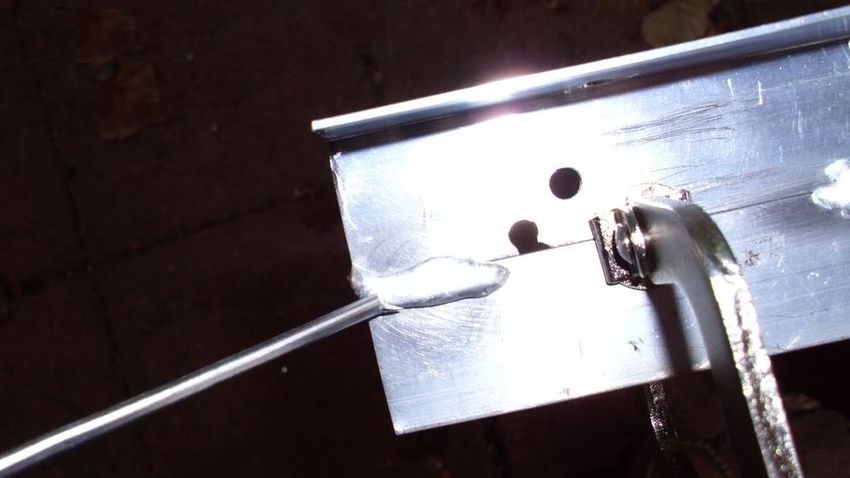
Korak 3. Kada se postigne odgovarajuća temperatura tijekom zavarivanja, potrebno je ravnomjerno i što bolje kositi radnu površinu: uvrtanjem šipke kroz rupu, izvlačenjem lemljenja s rubova, poput pjene za sapun.

Lemljenje ima dovoljnu površinsku napetost, što ga čini prikladnim za brtvljenje rupa do 1 cm bez korištenja dodatnih flastera.
Savjet: kako bi se spriječilo ponovno pojavljivanje oksidnog filma ispod sloja lemljenja, potrebno je, istovremeno podržavajući plamenik da zadrži svoje tekuće stanje, još jednom kistom (čeličnom šipkom) preći površinu. U ovom trenutku lemnik prodire u pore metala.
Korak 4. Ako za početak trebate spojiti nekoliko dijelova, pojedinačno kosite obje površine, zatim, povezujući i zagrijavajući oba elementa, trljajte ih zajedno pokretima mljevenja.
Korak 5. Nakon zavarivanja ostavite da se aluminij prirodno ohladi, bez upotrebe zraka ili vode za brzo hlađenje.
Važno je zapamtiti da što je deblji i masivniji materijal, duže će trajati da dosegne potrebnu temperaturu zavarivanjem aluminija.

Opće preporuke za postizanje najboljih rezultata pri radu s lemilicom
- Očistite radnu površinu neposredno prije nanošenja lemljenja.
- Ne rastopite lemljenje u plamenu plamenika, jer mu to neće dopustiti da se poveže s metalom. Lemljenje se mora rastopiti na površini dijela!
- U tekućem stanju je lemljenje dovoljno tekuće, pa je dobro kositi površinu kako bi se isključila prisutnost pukotina, posebno na mjestu lemljenja.
- Također pazite da elementi oblikovanja čvrsto prilegnu jedan prema drugome.
- Kada nanosite lem, pričekajte da se natapa. Inače neće biti dovoljno prianjanja metala i, kao rezultat, neće se postići potrebna čvrstoća proizvoda.